Why pre-shipment testing must start with the agreed specification
Pre-shipment inspection is not a single electrical measurement. A PZT ceramic component may meet a nominal frequency but still be unsuitable because its dimensions, electrode pattern, polarity, surface condition or test method do not match the drawing. The inspection plan should therefore be built from the approved drawing, material requirement, purchase specification and intended vibration mode.
Before production inspection begins, the supplier and buyer should distinguish between typical material data and acceptance limits for the finished component. A material datasheet describes general material behavior. Shipment acceptance should use values that apply to the actual geometry, electrodes, poling direction and agreed measurement conditions.
Typical sequence for PZT ceramic inspection
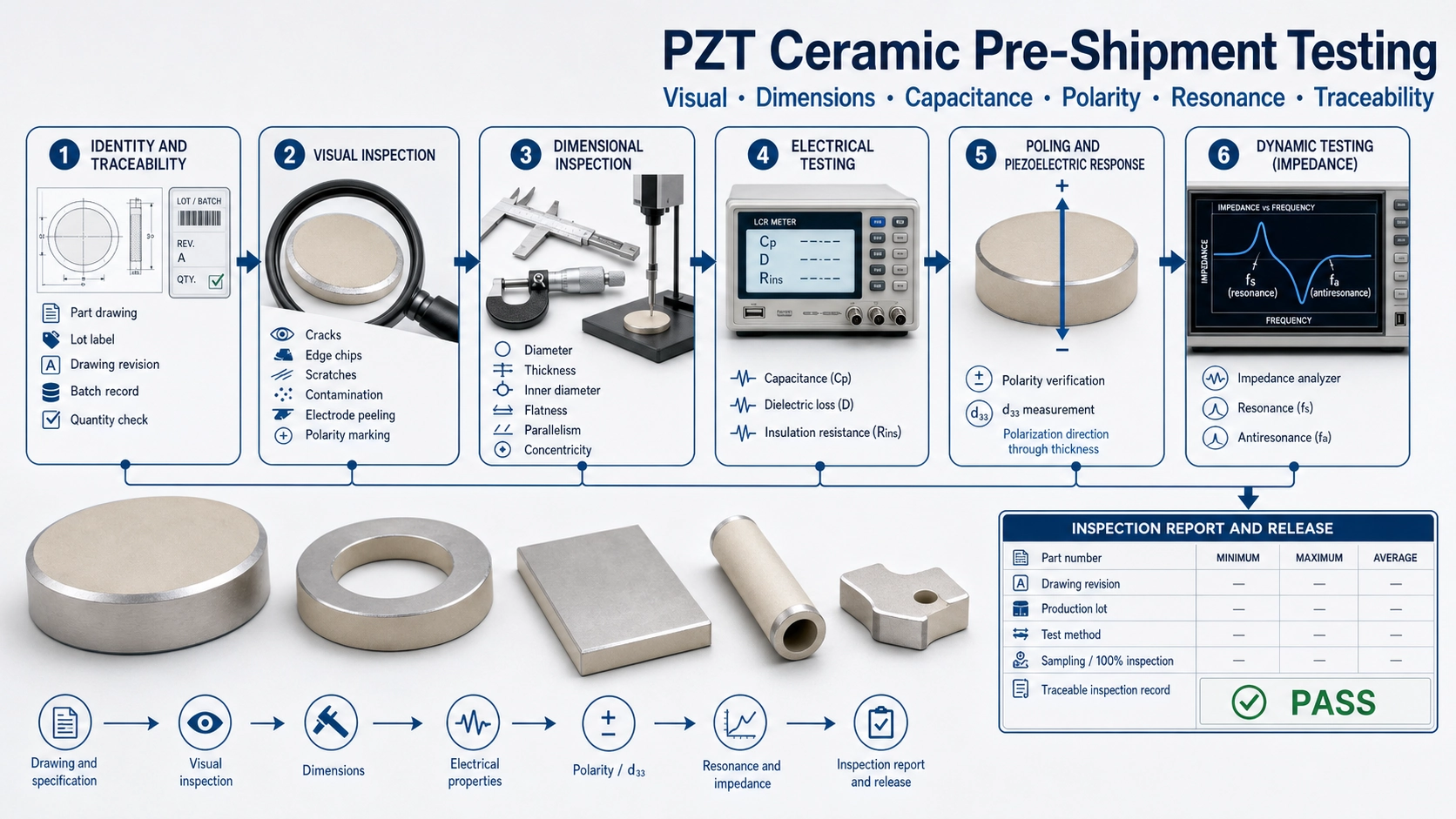
A practical inspection sequence moves from checks that do not electrically or mechanically load the part toward the measurements that depend on geometry and poling. The exact sequence can be adjusted for discs, rings, plates, tubes, stacks or special shapes.
- Confirm the part number, drawing revision, material grade and production lot.
- Inspect appearance, edges, electrode surfaces and polarity marking.
- Measure the critical dimensions and geometric tolerances.
- Check basic electrical values such as capacitance, dielectric loss and insulation resistance when specified.
- Verify polarity and piezoelectric response, for example with a polarity check or d33 measurement.
- Measure resonance, antiresonance and impedance when these are acceptance parameters.
- Review the result distribution, sampling quantity and traceability before release.
What is normally checked before shipment
| Inspection group | Typical characteristics | Common method or equipment | Why it matters |
|---|---|---|---|
| Identity and traceability | Part number, drawing revision, material, lot, quantity | Traveler, label and production record review | Prevents the correct test data from being attached to the wrong part or revision |
| Visual condition | Cracks, chips, contamination, electrode peeling, scratches, marking | Visual inspection, magnification or optical inspection | Finds damage that may affect assembly, insulation or long-term reliability |
| Dimensions | Diameter, thickness, length, width, inner diameter, flatness, parallelism, concentricity | Micrometer, caliper, height gauge, optical measuring system or dedicated gauge | Geometry affects fit, stress, capacitance and resonant behavior |
| Electrical properties | Capacitance, dielectric loss, insulation resistance | LCR meter, insulation tester or agreed equivalent method | Checks electrode continuity, dielectric behavior and basic batch consistency |
| Piezoelectric activation | Polarity, d33 or another agreed response parameter | Polarity test, d33 meter or application-specific method | Confirms that the component has been poled in the required direction and produces a consistent response |
| Dynamic behavior | Resonant frequency, antiresonant frequency, impedance curve, minimum impedance, coupling-related values | Impedance analyzer or network/analyzer method agreed for the part | Verifies the active vibration mode and identifies abnormal or parasitic modes |
Why test conditions are part of the result
The number alone is incomplete. Capacitance depends on measurement frequency, voltage level, temperature, stabilization time, cable compensation and fixture arrangement. Resonance and impedance are also affected by the component’s free or clamped condition, contact pressure, lead connection, scan range and selected vibration mode.
For this reason, two laboratories may obtain different values from the same component without either result being fraudulent or careless. Comparable data require comparable conditions. The inspection report should identify the instrument or method, test frequency, fixture state, ambient conditions when relevant, and whether the result is measured on every piece or on a defined sample.
100% inspection, sampling inspection and process data
Not every parameter needs the same inspection frequency. Critical dimensions, polarity or a key frequency may justify 100% inspection for a small or high-risk order. Destructive tests, time-consuming measurements or stable process characteristics are more often controlled by sampling and process monitoring. The correct approach depends on part value, application risk, lot size, production capability and the buyer’s acceptance plan.
Averages alone are not sufficient for batch control. Where consistency matters, review the minimum, maximum, average and spread, and keep the individual data when required. A lot with an acceptable average can still contain outliers that create assembly or matching problems.
How buyers should define acceptance before ordering
- Provide a controlled drawing with dimensions, tolerances, electrodes and poling direction.
- Identify which values are mandatory acceptance limits and which are reference values only.
- State the test frequency, fixture or free-state condition for capacitance and impedance measurements.
- Define the sampling quantity or request 100% data for genuinely critical characteristics.
- Agree on the report format, lot identification and handling of nonconforming results.
- For replacement projects, provide the original drawing, sample data and application conditions rather than only a supplier material name.
How the five inspection topics fit together
This article is the overview of the inspection sequence. The detailed methods are covered separately in our guides to PZT resonance, impedance and capacitance testing, dimensional inspection and tolerance control, poling quality, and reading an inspection report or COA.
For a custom project, send Hurricane PZT the application, shape, dimensions, material requirement, electrodes, poling direction, target electrical values, quantity and preferred inspection plan. We can review which characteristics should be controlled on the finished component and prepare samples or batch documentation accordingly. See our PZT ceramic products or contact our team.